HEFA (Hydroprocessed Esters and Fatty Acids) — SPKHEFA
Status: Aprovada pela ASTM D7566 em 2011 — TRL 9 (Comercial)
Mistura máxima: 50% com querosene fóssil
Participação global: 55,6% da capacidade instalada de SAF (2024)
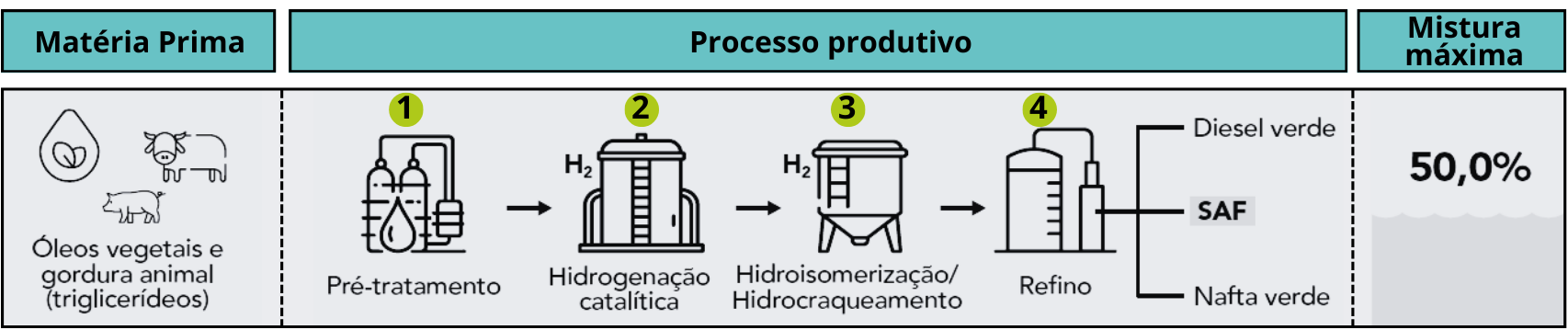
A rota HEFA é atualmente a tecnologia mais madura para a produção de SAF, sendo a única com múltiplas plantas comerciais em operação no mundo. Converte triglicerídeos — óleos vegetais, gorduras animais e óleos residuais — em querosene parafínico sintético por meio de hidroprocessamento catalítico realizado em quatro etapas principais.
Matérias-primas
- Óleos vegetais: soja, palma, canola, macaúba, girassol
- Gorduras animais: sebo bovino, óleo de peixe
- Óleos residuais (UCO): óleo de cozinha usado
Processo produtivo
 |
Etapas do processo produtivo da rota HEFA |
O processo HEFA compreende quatro etapas integradas, operando sob condições específicas de temperatura e pressão:
- Pré-tratamento (80–100°C): Remove impurezas por meio de degomagem, filtração mecânica e desumidificação, reduzindo o teor de água para menos de 0,05% e eliminando fosfolipídios, metais e compostos que poderiam desativar os catalisadores nas etapas seguintes.
- Hidrogenação catalítica (300–400°C, 30–80 bar): Utiliza catalisadores à base de cobalto-molibdênio (CoMo) ou níquel-molibdênio (NiMo) suportados em alumina. Nesta etapa ocorrem reações de hidrodesoxigenação (HDO), descarboxilação e descarbonilação, que removem átomos de oxigênio dos triglicerídeos, produzindo n-parafinas lineares saturadas (C15–C18) e água.
- Hidroisomerização (300–380°C): Emprega catalisadores de platina/zeólita (Pt/zeólita) para converter n-parafinas lineares em isoparafinas ramificadas, reduzindo drasticamente o ponto de congelamento de aproximadamente –5°C para valores inferiores a –47°C, requisito essencial para operação em altitude de cruzeiro.
- Fracionamento: Separação por destilação dos produtos em diferentes frações: SAF (C9–C15), diesel verde (C16–C20), nafta verde (C5–C9) e gases leves (C1–C4).
Desempenho técnico
| Parâmetro | Valor |
| Eficiência energética | 65-85% (base LHV) |
| Rendimento de conversão | 0,75-0,83 t SAF/t óleo (dm) |
| Consumo de hidrogênio | 0,04 g H2/g óleo (alto) |
| Intensidade de carbono | 15,5-31,9 gCO2eq/MJ* |
*Varia conforme matéria-prima: gordura residual (15,5), soja (28,9), palma (31,9) versus QAV fóssil (∼89 gCO2eq/MJ)
Especificações do produto (ANP 856/2021)
| Propriedade | Limite |
| Mistura máxima com QAV fóssil | 50% v/v |
| Massa específica a 20°C | 725,9–766,2 kg/m³ |
| Ponto de congelamento | ≤ –40°C |
| Estabilidade térmica | ≥ 325°C |
| Aromáticos | ≤ 0,5% m/m |
| Enxofre | ≤ 15 mg/kg |
| Nitrogênio | ≤ 2 mg/kg |
Vantagens
- Tecnologia comercialmente madura, com infraestrutura estabelecida
- Alta eficiência de conversão (75–83%)
- Produto de excelente qualidade, com baixíssimos teores de contaminantes
- Disponibilidade de matérias-primas no Brasil (soja, sebo, UCO)
Desafios
- Processo intensivo em hidrogênio (alto consumo energético)
- Custo da matéria-prima representa aproximadamente 70% do custo total de produção
- Competição com o setor alimentício e a produção de biodiesel
- Disponibilidade limitada de óleos residuais para produção em larga escala
Projetos no Brasil
Três plantas HEFA estão previstas para entrar em operação até 2029, totalizando capacidade de 1.100 mil m³/ano:
- BBF, em Manaus – 250 mil m³/ano (2026)
- Acelen, em Mataripe-BA – 500 mil m³/ano (2027)
- Petrobras, na RPBC – 350 mil m³/ano (2029)
CHJ (Catalytic Hydrothermolysis Jet)
Status: Aprovada pela ASTM D7566 em 2020 — TRL 6–7 (Demonstração)
Mistura máxima: 50% com querosene fóssil
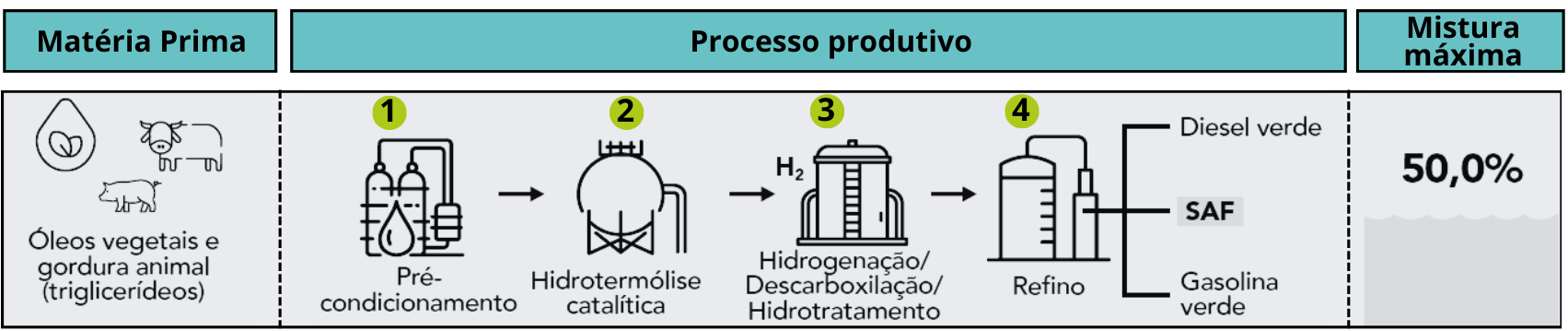
A rota CHJ representa uma evolução tecnológica da HEFA, utilizando hidrotermólise catalítica em condições mais severas de temperatura e pressão. Processa os mesmos triglicerídeos (óleos vegetais, gorduras animais e óleos residuais), porém com consumo de hidrogênio 30–40% inferior ao processo HEFA convencional.
Matérias-primas
- Óleos vegetais: soja, palma, canola
- Gorduras animais: sebo bovino
- Óleos residuais (UCO)
Processo produtivo
 |
Etapas do processo produtivo da rota CHJ |
- Pré-condicionamento: Similar à rota HEFA, com filtração, degomagem e desumidificação para remoção de água (<0,1%) e contaminantes.
- Hidrotermólise catalítica (350–400°C, 50–100 bar): Etapa diferencial da rota. A água adicionada em proporção controlada (5–15% m/m) atua como reagente em condições sub ou supercríticas, promovendo a quebra hidrolítica das ligações éster dos triglicerídeos. Catalisadores heterogêneos (óxidos de zinco, cálcio ou zeólitas modificadas) facilitam simultaneamente a hidrólise e a desoxigenação. Os ácidos graxos liberados sofrem descarboxilação e descarbonilação in situ, eliminando oxigênio como CO₂ e CO, o que reduz significativamente a demanda de hidrogênio nas etapas posteriores.
- Hidrotratamento (280–350°C, 40–70 bar): Etapa complementar e menos intensiva que na rota HEFA, devido à desoxigenação parcial já realizada anteriormente. Utiliza catalisadores NiMo ou CoMo para saturar ligações insaturadas e remover traços restantes de oxigênio, produzindo n-parafinas lineares.
- Refino: Inclui hidroisomerização (300–380°C) e hidrocraqueamento seletivo para ajustar a distribuição molecular (C9–C15) e melhorar as propriedades de baixa temperatura. Em seguida, realiza-se o fracionamento final por destilação.
Desempenho técnico
| Parâmetro | Valor |
| Eficiência energética | >65% (estimada) |
| Rendimento de conversão | Similar ao HEFA |
| Consumo de hidrogênio | 30-40% menor que HEFA |
| Intensidade de carbono | Comparável ao HEFA |
Vantagens
- Redução significativa no consumo de hidrogênio em comparação ao HEFA
- Processo com eficiência energética superior devido às condições de reação mais suaves
- Utiliza as mesmas matérias-primas amplamente disponíveis
Desafios
- Tecnologia ainda em fase de demonstração comercial (TRL 6–7)
- Elevado uso de água no processo
- Requer condições severas de temperatura e pressão
- Menor número de plantas em operação para validação em escala
HC-HEFA (Hydroprocessed Depolymerized Cellulosic Jet) — SPK HC-HEFA
Status: Aprovada pela ASTM D7566 em 2020 — TRL 5–6 (Validação)
Mistura máxima: 10% com querosene fóssil
A rota HC-HEFA representa uma extensão da tecnologia HEFA para fontes não convencionais, especificamente a microalga Botryococcus braunii. Essa microalga produz hidrocarbonetos de cadeia longa (C30–C37) diretamente em suas células, eliminando a estrutura de triglicerídeos típica dos óleos vegetais.
Matéria-prima
- Microalga: Botryococcus braunii (única fonte reconhecida)
Processo produtivo
- Cultivo e extração (0,2–0,5 g/L/dia): Cultivo controlado em fotobiorreatores fechados ou lagoas abertas. A colheita é realizada por floculação química seguida de centrifugação para concentrar a biomassa (de 0,5 g/L para 100–200 g/L). A extração dos hidrocarbonetos ocorre por solventes orgânicos ou métodos mecânicos de ruptura celular, recuperando óleo rico em botriococenos (hidrocarbonetos ramificados C30–C37).
- Hidrogenação catalítica (150–250°C, 20–50 bar): Catalisadores de paládio ou platina suportados são utilizados para saturar múltiplas ligações duplas presentes na estrutura molecular, produzindo hidrocarbonetos parafínicos saturados de cadeia longa e estrutura ramificada.
- Hidrocraqueamento (350–400°C, 40–70 bar): Catalisadores bifuncionais (Pt/zeólita, Pt/SAPO) promovem a quebra das cadeias longas C30+ em frações C8–C16 adequadas para combustível de aviação, com hidroisomerização simultânea.
- Refino: Envolve fracionamento por destilação e tratamentos de polimento (adsorção em argila ou peneiras moleculares) para remoção de traços de compostos polares e metais.
Desempenho técnico
| Parâmetro | Valor |
| Produtividade de cultivo | 0,2-0,5 g/L/dia |
| Ponto de congelamento | -50°C (excelente) |
| Estabilidade térmica | Superior (estrutura saturada) |
Vantagens
- Excelentes propriedades de baixa temperatura (-50°C) devido à estrutura naturalmente ramificada
- Alta estabilidade térmica e oxidativa
- Não compete com a produção de alimentos
Desafios
- Tecnologia em estágio inicial (TRL 5–6)
- Custos de produção extremamente elevados
- Baixa produtividade de cultivo
- Mistura limitada a 10% devido ao perfil molecular específico
- Necessidade de escalonamento significativo