ATJ (Alcohol-to-Jet) — SPK-ATJ
Status: Aprovada pela ASTM D7566 em 2016 (etanol) e 2018 (isobutanol) — TRL 6–7
Mistura máxima: até 50% com querosene fóssil
A rota ATJ (Alcohol-to-Jet) converte álcoois de origem biomassa — principalmente etanol e isobutanol — em combustível de aviação por meio de processos químicos catalíticos. Trata-se de uma rota estratégica por aproveitar a infraestrutura já consolidada de produção de etanol, especialmente relevante no contexto brasileiro, maior produtor mundial de etanol derivado da cana-de-açúcar.
Matérias-primas:
- Açúcares: cana-de-açúcar, beterraba (fermentação direta)
- Amidos: milho, trigo, mandioca (hidrólise enzimática seguida de fermentação)
- Biomassa lignocelulósica: resíduos florestais e agrícolas (pré-tratamento, hidrólise e fermentação)
Processo produtivo
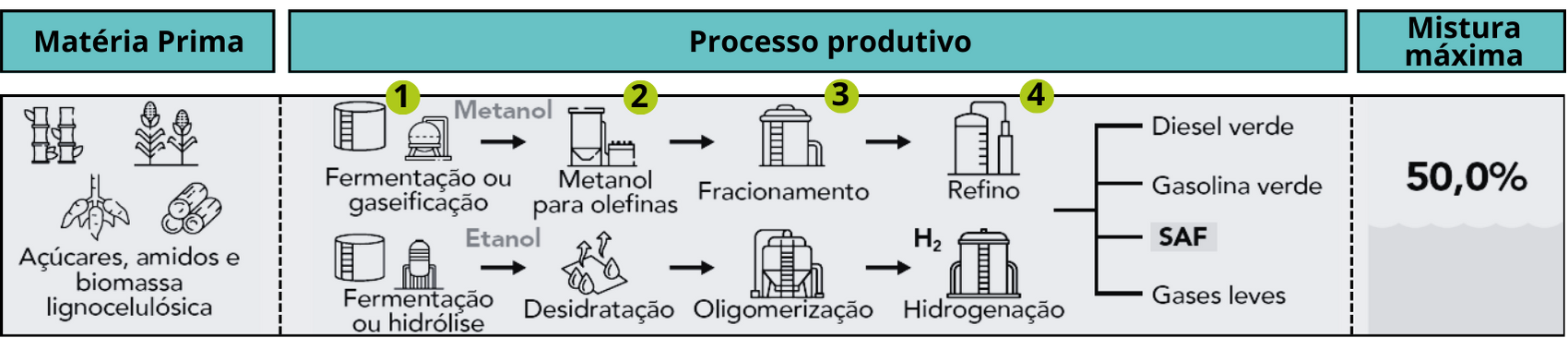 |
Etapas do processo produtivo da rota ATJ |
1. Produção de etanol:
Para matérias-primas açucaradas, o processo envolve fermentação direta utilizando Saccharomyces cerevisiae (30–35 °C, pH 4,5–5,5), com rendimentos entre 85% e 92%.
Em matérias ricas em amido, realiza-se previamente a hidrólise enzimática com α-amilase e amiloglicosidase.
No caso da biomassa lignocelulósica, aplica-se um pré-tratamento (explosão a vapor ou hidrólise ácida), seguido de hidrólise enzimática com celulases.
O etanol resultante é então destilado (95–96%) e desidratado até grau anidro (> 99,5%).
2. Desidratação catalítica (300–450 °C):
O etanol é convertido em etileno por eliminação de água sobre catalisadores ácidos sólidos (alumina ativada ou zeólitas H-ZSM-5).
A reação é endotérmica (C₂H₅OH → C₂H₄ + H₂O), com conversões de 98–99% e seletividade acima de 95% para etileno.
3. Oligomerização (150–250 °C, 30–60 bar):
Catalisadores zeolíticos (ZSM-5, beta-zeólita) ou catalisadores ácidos promovem a inserção sequencial de moléculas de etileno, originando olefinas de cadeia longa (C4–C16).
A distribuição dos produtos pode ser ajustada por temperatura, pressão e acidez do catalisador, de modo a maximizar a faixa correspondente ao querosene (C8–C16).
4. Hidrogenação (180–280 °C, 20–50 bar):
Catalisadores de Pd ou Pt suportados realizam a saturação completa das olefinas, produzindo parafinas — processo altamente exotérmico.
Etapas simultâneas ou posteriores de hidroisomerização aprimoram as propriedades de baixa temperatura.
O fracionamento final gera diesel (C16–C20), SAF (C9–C15), gasolina (C5–C8) e gases leves (C1–C4).
Desempenho técnico
| Parâmetro | Valor |
| Eficiência energética | 40-70% (vari´avel por etapa) |
| Rendimento global | 0,56 t SAF/t etanol |
| Etanol→etileno | 90-99% |
| Oligomerização | 70-90% |
Vantagens
- Aproveitamento da infraestrutura já consolidada para produção de etanol
- Flexibilidade no uso de matérias-primas açucaradas, amiláceas e lignocelulósicas
- Vantagem competitiva para o Brasil, que dispõe de etanol de cana 1G e grande potencial para etanol 2G
- Possibilidade de integração com usinas já existentes
Desafios
- Elevada intensidade de capital nas etapas catalíticas
- Gargalos tecnológicos nas fases de desidratação e oligomerização
- Competição direta com o mercado de etanol combustível, que possui maior volume e menor valor agregado
- Custo-oportunidade elevado: o etanol geralmente tem maior valor no mercado rodoviário do que como intermediário para produção de SAF
SIP (Synthesized Iso-Paraffinic) — DSHC (Direct Sugars to Hydrocarbons)
Status: Aprovada pela ASTM D7566 em 2014 — TRL 6–7
Mistura máxima: até 10% com querosene fóssil
A rota SIP/DSHC (Sugar-to-Isoparaffin / Direct Sugar to Hydrocarbon) utiliza uma abordagem biotecnológica avançada baseada em leveduras geneticamente modificadas para produzir farneseno (um sesquiterpeno C₁₅H₂₄) diretamente a partir de açúcares. Esse composto é então hidrogenado para formar farnesano (C₁₅H₃₂), um hidrocarboneto de cadeia longa com excelentes propriedades de desempenho em baixas temperaturas — característica importante para aplicações aeronáuticas.
Matérias-primas:
- Açúcares: cana-de-açúcar, beterraba (conversão direta)
- Amidos: milho, trigo (hidrólise seguida de fermentação)
- Biomassa lignocelulósica: resíduos agrícolas e florestais (pré-tratamento, hidrólise e fermentação)
Processo produtivo
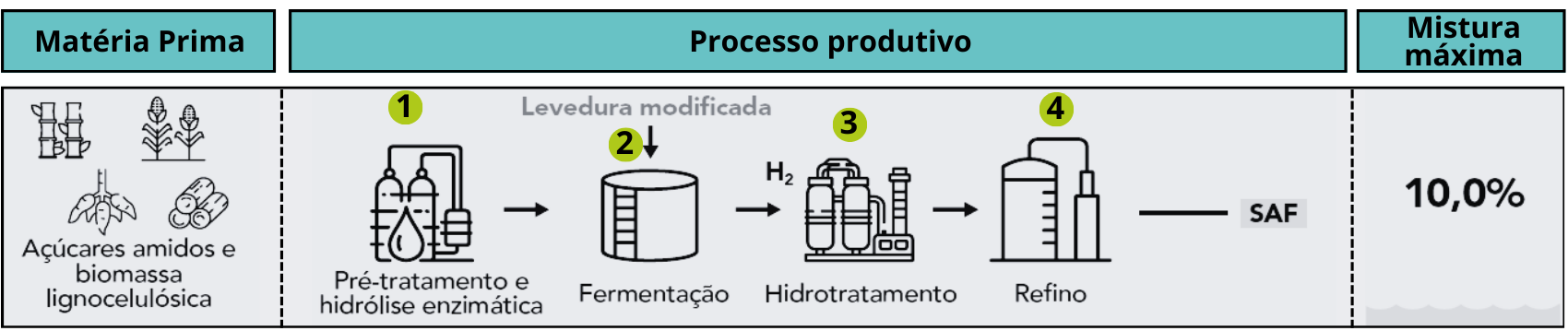 |
Etapas do processo produtivo da rota SIP/DSHC |
1. Preparação dos açúcares:
Para matérias-primas açucaradas, realizam-se etapas de extração e clarificação.
Para fontes amiláceas, aplica-se liquefação enzimática com α-amilase (90–105 °C) seguida de sacarificação com amiloglicosidase (55–65 °C).
No caso da biomassa lignocelulósica, utiliza-se pré-tratamento físico-químico seguido de hidrólise enzimática.
O meio fermentativo é suplementado com precursores metabólicos (como acetato e mevalonato) e nutrientes essenciais.
2. Fermentação com levedura modificada (28–32 °C, pH 5,0–6,0):
Emprega-se Saccharomyces cerevisiae geneticamente modificada, com superexpressão de genes da via do mevalonato (HMG-CoA redutase, farnesil pirofosfato sintase e farneseno sintase), redirecionando o fluxo metabólico para a síntese de farneseno.
A produtividade típica varia de 3 a 8 g/L, com títulos finais de 10–50 g/L após 48–120 h.
O farneseno, pouco solúvel em água, acumula-se em uma fase oleosa sobrenadante e é continuamente extraído.
3. Hidrotratamento (120–180 °C, 20–40 bar):
O farneseno passa por hidrogenação catalítica completa (Pd ou Pt suportados), saturando suas três ligações duplas e formando farnesano totalmente saturado e altamente ramificado.
Essa estrutura resulta em excelente ponto de congelamento (–47 °C), sem necessidade de etapas adicionais de isomerização.
4. Refino:
A corrente é destilada para remover frações leves, seguida de tratamento de polimento (adsorção em argilas ou peneiras moleculares) para eliminação de traços de heteroátomos.
O produto final obtido é o farnesano com pureza superior a 98%.
Desempenho técnico
| Parâmetro | Valor |
| Eficiência fermentativa | 60-85% (a¸c´ucar→farneseno) |
| Produtividade | 3-8 g/L |
| Título | 10-50 g/L |
| Ponto de congelamento | -47°C |
| Densidade energética | 44 MJ/kg |
Vantagens
- Excelente desempenho em baixas temperaturas (ponto de congelamento de –47 °C) sem necessidade de isomerização
- Processo fermentativo que dispensa catalisadores químicos e temperaturas elevadas
- Alta estabilidade térmica e boa densidade energética
- Tecnologia biotecnológica com menor pegada ambiental em comparação a rotas termoquímicas
Desafios
- Limitação de mistura a 10% devido ao perfil molecular altamente específico (molécula única C₁₅)
- Custos de produção ainda muito elevados
- Baixos rendimentos fermentativos (3–8 g/L), especialmente quando comparados ao etanol (>100 g/L)
- Alta complexidade associada à engenharia metabólica necessária
- Competição com mercados de maior valor agregado, como cosméticos, fragrâncias e fármacos